こんにちはー、りびぃです。
普段は生産設備の業界で、機械、電気、制御およびデバッグ作業の仕事をしています。
本記事は「生産設備の制御デバッグって何するの?現役エンジニアが解説」の後編になります。
まだ前編・中編をご覧になっていない方は、以下のリンクからご覧いただければと思います。
目次
制御デバッグの進め方(工場出荷前)
9. 自動原点復帰の確認
機械が途中で止まったり、手動運転などで中途半端に機械を動かした状態から、自動運転の開始状態に戻すよう自動的に動作させる動きを「自動原点復帰」といいます。
一見すると自動運転と同じような作業にも思えるのですが、ここで難しいのは「ワークや機構の状態が仕掛中(中途半端な状態)から自動的に原点に復帰できるか」という点です。
「ワークや機構の状態が仕掛中」というのは実際考えてみると非常に多くのパターンが存在します。
そのどのパターンでも機械が不具合を起こすことなく原点に復帰できるかというのは、実際ラダー回路を作ってみようと思うと非常に複雑になる場合も多いのです。
あまりにパターンが多すぎてすべてのパターンには対応できないことも多いので、その際には
- ある程度手動運転で状態を戻してから自動原点復帰が実行できるようインタロックを追加する
- 作業者による目視確認をしてもらうことを前提とする
- ワークをある程度装置外に排出してから自動原点復帰をするようにする
というような仕様にすることもあります。
10. 異常発報の確認
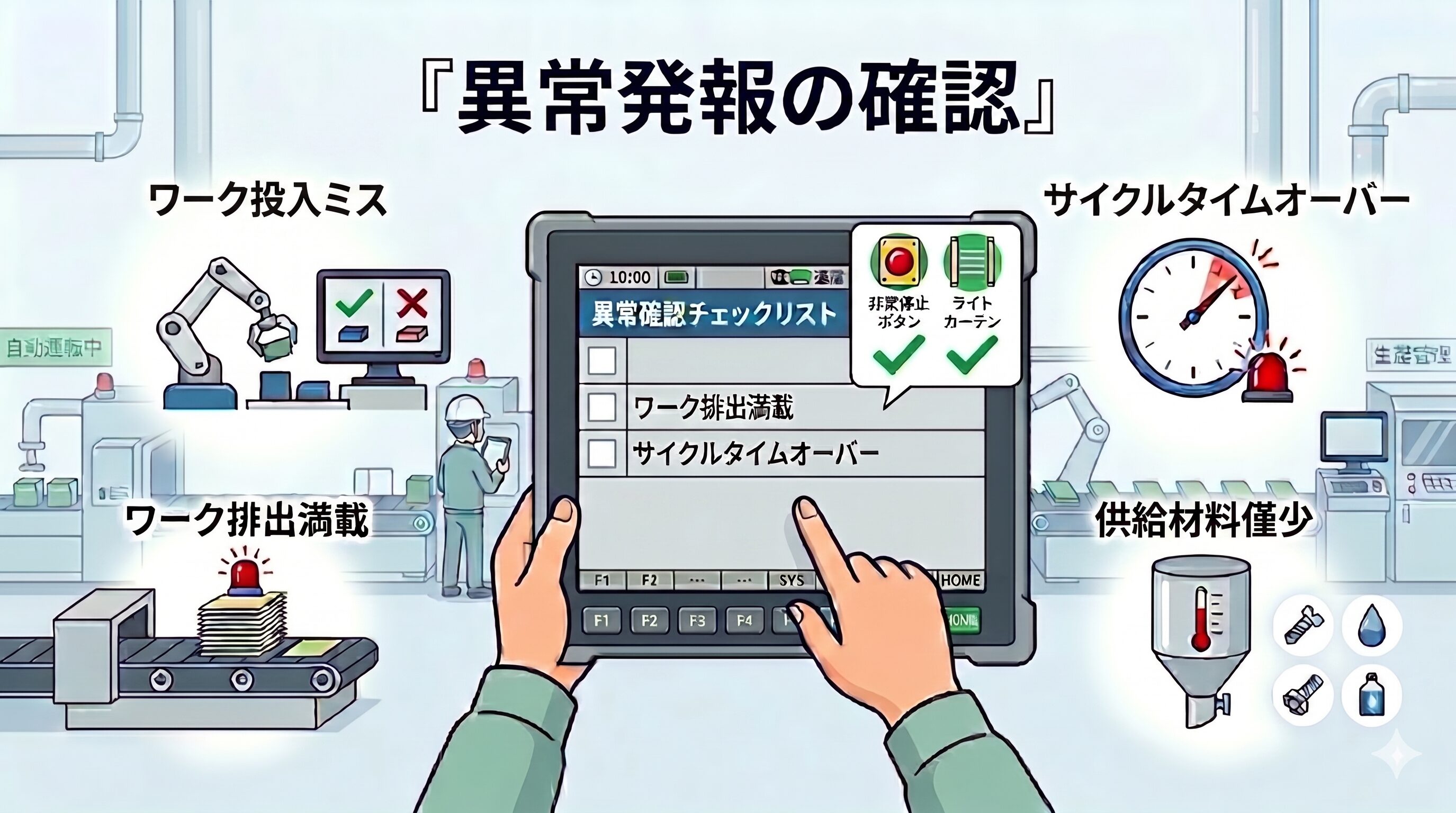
ある程度自動運転で動作できるようになったら、続いては「異常発報の確認」をしていきます。
異常にもいくつか種類がありますが、「作業員の安全に関わるような異常(非常停止ボタン、ライトカーテンなど)」は手動運転確認前に実施済みであることを前提とし、ここでの異常発報は上記以外の部分についての確認作業を指すこととします。
例えば、
- ワーク設置位置、投入のポカミス(品種違いなどを含む)に関する異常
- ワーク排出部のワーク満載に関する異常
- サイクルタイムが設定値よりオーバした際の異常
- 検査装置において、検査値がNGになった際の異常
- 供給材料の僅少アラーム
などが挙げられます。
11. 生産データとの紐づけの確認
生産データとの紐づけを行っていきます。
現在の生産設備では、単に製品を生産することだけではなく、生産データの管理をすることも求められます。
例えばワークやそのパレットにQRコードが取り付けられている場合には、自動運転中にそれらを読み込んだ上で所定の動作をさせる(あるいは品種違いを検知してエラーを出力する)必要があります。
あるいはRFIDが埋め込まれている場合には、読み込みだけではなく情報の書き込みが必要となるケースもあります(これらは基本的にお客さんの仕様書に書かれています)。
さらにはタッチパネル上に生産情報を閲覧できるページを用意し
- 直近の生産のサイクルタイム履歴
- 直行率/稼働率
- 検査OK/NGワークの生産個数
- 異常履歴
などを表示できるようにしておきます。
お客さんの要望によってはそれらの情報を
- SDカードに保存できるようにするのか
- 近くに設置されたPCに送信するようにするか
- 上位サーバ・上位システムへ送信するか
などの仕様があり、それに応じた確認作業をする必要があります。
12. 耐久試験
ここまで行うと、単発(あるいは短い期間)での自動運転が可能であることが確認できたことになります。
ですが、何度も繰返し自動運転を実施した際に不具合が生じることもあります。
よくあるのが、
- 繰返し動作によるメカ的な不具合
- ワークの個体差による動作不良、センサ誤検知
- 複数ワークを生産ラインに投入したことによる、一部の生産データの消失
などが挙げられます。
そのため出荷前に「ある程度の時間運転しても問題がないか」を確認するために耐久試験を実施します。
耐久試験の条件についてはお客様との検収条件に明記されていることが多いですが、明記されていなかったとしても少なくとも1時間以上は不具合や異常がなく連続で動かせることを確認してから出荷しておくと安心です。
13. 出荷前立会い
装置を出荷する前にお客様に工場に訪問いただき、このまま出荷をしても問題がないかを確認してもらいます。
こちらはメカの内容も含めての立会いになってくることが多いですが、電気制御の内容としては、
- 非常停止ボタンなどの安全装置が確実に機能すること
- 配線の敷設や固縛に問題がないこと
- 制御盤および制御盤内の各機器にテプラ等で機器名が記載されていること
- 装置が問題なく原点復帰・自動運転ができること
- タッチパネルの表示や画面遷移などに問題がないこと
- 生産データが確認できること
などが挙げられます。
エンドユーザの現地で行うこと
ここでの指摘事項は、よっぽどのことがない限りは一つ一つは軽微なものが多いですが、例えでいうと
- ランプの点滅の長さ
- 長押しが必要なボタンと、そうではないボタンの明確化
- 画面内の文言に関するもの
- 画面の文字の大きさ、色に関するもの
- ページ遷移におけるインタロック(自動運転中は特定の画面を表示できないようにするなど)
あたりが経験上多い印象です。
それらすべてを完了させ、お客様からの承認が下りれば出荷という流れになります。
1. 起動確認・動作確認
エンドユーザのもとへ機械を搬入し、組立・配管・配線工事が済むと制御の作業ができるようになりますが、まずは起動確認・動作確認をしていきます。
「いやいや、起動確認や動作確認はすでに出荷前に実施しているけど?」
と思いがちですが、機械を出荷するにあたって
- 一部の機構やユニットの分解
- 一部の配線の取り外し
が行われているので、再度組付けられた際に不具合やミスが生じている可能性があります(再組付け時の部品の位置ズレ、配線のミスなど)。
なので出荷にあたって分解や取り外しが行われた箇所を中心に、改めて起動確認や動作確認をしていきます。
動作確認はいきなり自動で動かすのではなく、工場出荷前と同様に手動運転の部分から丁寧に確認するようにしていくことになります。
2. システム間の通信確認
ここでの通信確認とは、エンドユーザ様の工場内のシステムとの通信確認を行う作業を指します。
例えば
- 前工程および後工程の機械と、自動運転や異常発生時にシステムが連携されているか
- 上位システムや上位サーバとの通信ができているか
の確認を行っていきます。
ここでの作業では、お客様の生産技術担当者の方と一緒になって確認作業を行っていくことになります。
- IPアドレスの設定と、デバイスの割り当てが正しく設定されているか
- 他のシステムからの入力信号や送信データをPLCがうまく受け取れているか、あるいはPLCから他のシステムへの出力信号やデータ送信が成功しているか
などを確認していきます。
システム同士を結合する際、
- 一つのテストをするだけでも段取りに時間がかかる
- 関係者間で認識がズレていたせいで、急遽PLCの設定やラダー回路を修正せざるを得なくなる
などのトラブルがよく発生しますが、うまく連携をしながら対応していくことが重要となります。
3. オペレータ教育
ここまでできたら、徐々にお客様へ装置を引き渡す準備をしていきます。
まずはオペレータ教育です。
お客様の中で実際に機械を操作する担当者の方々を呼び、
- 機械の動き、概要に関する説明
- 電源ONや自動運転の起動方法の説明
- 各運転モードについての説明
- 画面や操作盤の取扱いの説明
- 安全機器やポカヨケに関する説明
- エラー発生時の対処方法の説明
などを行っていきます。
その場で一回説明しただけではうまく扱えないことも多いので、オペレータ教育実施後はしばらくお客様の操作に付き合い、丁寧に説明等をしていくことも多いです。
装置の操作方法について、一部メカ的な説明があるケースもありますが実際ほとんどは制御マターの内容なので、簡潔でわかりやすく説明ができることが重要となります。
4. 生産立会い
お客様が実際に装置を使って製品を生産する様子に立ち会います。
例えばお客様が装置を使う中で、
- 装置がだんまり運転した
- 実行したい動作が実行できなくなった
- 原因不明のエラーが発生し対処方法がわからない
などのトラブルが発生した場合には、制御エンジニアがトラブル解消のために対応いたします。
私の経験上、お客様の担当者から、
「慣れない装置を扱う中で、もし我々で対処できないことが発生した場合にすぐに問題解決できるよう、しばらくの間生産立会いをしてほしい」
と言われることも多いのですが、対応可能な期間にも限りがありますので、事前に生産立会いの対応期間を決めておくことが重要です(基本的には検収条件として明記します)。
実際の立会いでは、基本的に何もトラブルがなければ側で見守っているだけのことが多くなります。
といいますのも、生産の試運転をするためには
- 投入ワークの在庫
- 事前段取りのための時間や人手
- 前工程および後工程の状況
- 排出ワークの保管場所
などの確認が必要となりますし、なにより据え付けた機械を扱うことはお客様にとって「今まで扱ったことがないものを扱う、今までとは違ったやり方で仕事をする」ことになるので、作業も慎重にならざるを得ません。
場合によっては、せっかくお客様工場に訪問したにも関わらず「やっぱり今日は生産できないみたいなので、今日の試運転はなしとさせてください」と言われることも珍しくありません。
ただこのようなことがあっても慌てず、落ち着いて対応することが重要です。
また空いた時間を使って、その間に完成図書(タッチパネルの操作説明、取扱説明書の作成など)を現場で進めていることも多いです。
5. 装置の性能測定
生産設備の装置仕様書や検収条件の資料を見ると多くの場合「その装置が満たすべき性能」が記載がされていますが、その仕様が実際に満たされているかどうかを装置を運転させながら確認をしていきます。
中でも比較的多い性能指標について、ここでいくつか紹介します。
一つ目は「工程能力」です。
工程能力とは「ある製造工程が良品をどれだけ安定して作り続けられるか」を表す指標となります。
工程能力はCp(工程能力指数)とCpk(修正工程能力指数)の2種類がありますが、私の経験上Cpkの方が採用されるケースが多いです。
Cpkの値は大きいほど工程能力が高いとされ、おおよそ以下のような目安があります。
| Cpkの値 | 評価レベル | 状態・対応方針 |
|---|---|---|
| 1.67 以上 | 優秀(必要十分) | 余裕があり、品質は非常に安定 |
| 1.33 ~ 1.67 | 十分 | 顧客要求(自動車業界など)の標準的な基準 |
| 1.00 ~ 1.33 | ほぼ良好 | 普通レベル。最低限の基準だが改善の余地あり |
| 1.00 未満 | 能力不足 | 不良品が発生しやすい状態。すぐに対策が必要 |
個人的な経験で言うと、Cpkが1.33以上であることを求められる装置が多い印象です。
二つ目は「直行率」です。
直行率とは「投入数に対して1回で良品になった割合」のことを言います。
特にワークに何かしらの加工を施す装置の場合に測定されることが多く、加工後のワークが規定通りの寸法で、かつ外観に異常がないことなどが良品の条件となります。
決められたサンプル数に対して良品の割合を測定し、それが事前に決められた数値をクリアしているかをお客様から確認を受けます。
もしクリアできない場合には
- 処理の方法やタイミングを見直す
- アクチュエータの設定パラメータを見直す
などが必要になります。
ちなみに手直しステーションが設けられているような設備の場合には「良品率」を使うこともあります。これは「一度NG判定されたワークでも、手直しで良品復活したのであれば良品としてカウントする」という点で直行率とは異なります。
装置の性能測定をするには一定以上のサンプル数が必要となりますが、そのサンプル数を処理するまでに数日間かかる場合もあります。
また、動作パラメータの設定の中には最適な設定パラメータを探る(条件出し)必要があることもありますが、これは要素技術が絡むこともしばしばあります。
ですので「4. 生産立会い」までの対応がいったん終わった後はエンドユーザ様に対応を委ね、設備メーカは現場を引き上げることが多いです。
そしてもし工程能力の達成がエンドユーザ様だけで対応が困難な場合には改めて現場訪問をしたり、「設備改造」ということで新たなプロジェクトとして対応することもあります。



